
铸造厂消失模浇铸区真空罐废气环保处理设备
- 咨询热线:0317-8229200



-
产品详情
消失模铸造厂浇铸区真空泵废气处理办法
消失模铸造技术从上世纪60年代传入中国后,经过业内多年研究和应用,在90年代初出现热潮,近20年来在铸造界一度风起云涌,在我国更是一度炙手可热。进入21世纪后,我国消失模铸造技术水平、生产总量更是取得了长足进步。为充分了解消失模铸造工艺的适应性,消失模铸造工艺对生产条件要求比较严格,铸件质量对原辅材料的性能和稳定性影响比较敏感,并且各种条件交叉影响,规律较为复杂,截止目前还没有完全弄清楚。正由于工艺设计比较敏感且规律较复杂,消失模铸造基本上是针对具体铸件一件一议,一件一设计。

所以,要求做到:
(1)包括泡沫珠粒、粘接胶、涂料、干砂等原辅材料来源要稳定、成分要稳定、性能要稳定。
(2)振动台性能要满足干砂振动充填白模复杂内腔的要求,并且白模要保持尺寸形状稳定。
(3)包括处理温度、处理流量等干砂旧砂冷却方式要满足对白模不因受热变形的要求。
(4)白模模片粘接要精确稳定地对正(建议推广机器粘接机)。
(5)涂敷涂料厚度要均匀,因而要求涂料要有好的涂挂性、流平性、透气性、常温和高温强度、溃散性等(建议使用涂料流平机械)。
(6)要求白模模具精度高、硬度高、耐磨性好和稳定性高(建议尽量使用整体白模和减少模片数量与粘接缝隙)。
除此之外,最重要的是要有一批熟练掌握消失模铸造基本原理和生产操作细节、会设计懂管理的有责任心的工程技术人员,他们要能够根据不同材质、不同结构、不同大小铸件匹配具体工艺参数与要求。
生产企业要清醒地认识到消失模工艺不是万能工艺,就我国目前技术水平而言,根据其基本原理、浇注后充型过程铁液流动规律、白模气化和气体残留物的移动规律以及产生夹渣、积碳类缺陷的规律,比较适宜以下几类铸件:
(1)按材质最适宜灰铁铸件,其次是球铁,再次是铸钢,最后是铸铝。
(2)按结构最适宜壁厚均匀、结构复杂、壁厚范围10~20mm的铸件,如箱体类、壳体类铸件。
(3)按大小最适宜重量在十几到几百公斤的中等大小铸件,其批量最适宜在10000件以上,白模采用模具成型,浇注使用生产线。
(4)铸钢件中最适宜不加工、少加工,对内部缺陷要求不高的,如耐磨铸件、耐热铸件,耐腐蚀铸件等。
(5)采用树脂砂造型的大型铸件中最适宜汽车覆盖件冲压模具、机床床身类铸件,白模采用板材切割加工、数控机床自动加工,浇注方式采用常压浇注或负压浇注。
上马消失模工艺须综合权衡、反复验证
消失模铸造工艺的出现,给中小型传统砂型铸造企业带来哪些冲击?从发展趋势看,它是否会取代传统铸造企业?
全国消失模与V法铸造学会郭鹏老师表示,虽然消失模工艺可以用很少的资金上马,取消了木模的费用,减少了砂型铸造对熟练铸造工人的依赖,降低了工人的劳动强度,改善了车间的操作环境,企业较易实现转型升级。但是,对于大型铸造企业,消失模铸造工艺并不会带来很大的冲击。因为消失模铸造的生产效率和生产节奏远远落后于先进的自动化垂直造型线或静压造型线,而大型铸造企业往往生产某种或者某类定型产品,也有实力采购自动化造型线。从发展趋势看,消失模铸造也不会取代传统铸造方式事实上,每一种铸造工艺都不可能包打天下、包治百病,它们都有其适合的产品种类。因此,掌握和运用消失模铸造工艺还得从企业本身的特点来实施“私人订制”。除了前文介绍的消失模工艺优点、特性与适用范围,消失模工艺也存在一些缺点、不足、不适应情况。如:铁液流动紊乱,容易导致内部夹渣、裹气;我国白模原料中都加入了一种阻燃剂,会使渣量增大;使用负压固型,负压使铁液流动更加紊乱,并导致附壁效应阻挡渣气外排;浇注过程中,白模吸热造成进入型内的铁液前后温差增大,前沿低温铁液引起白模气化不良,导致积碳;浇注产生的大量气体只有通过狭窄的涂料间隙才能外排,所以对涂料质量依赖性很大;使用干砂造型,干砂导热性能低于湿砂,容易造成铸件硬度降低;白模气化产生有毒气体污染空气;生产铸铝件时,较低的浇注温度使白模气化不良,液化的白模污染干砂,导致透气性下降,铸件产生
气孔几率增大;由于白模强度低,为不致变形,对内腔复杂的铸件干砂振动充填时不易充填紧实,容易造成内腔局部粘砂;尚未弄清原理与规律;等等。

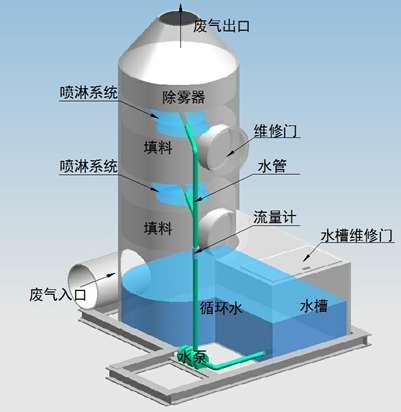
在浇铸模芯融化时会产生烟气真空罐内会排放有味废气因真空罐内有水排放出的废气会含有水汽,在设备配套选用上应根据实际工况
设计计算选装配套的环保处理设备。欢迎您的来电:15128763550 0317-8229200